知識篇——如何有效防止鑄件夾砂,?
發(fā)布時間: 2020-04-27 來源:洛陽順祥機械有限公司 點擊:2199
夾砂是一種“膨脹缺陷”,,有“鼠尾”,、“溝槽”和“夾砂結(jié)疤”三種形式,,其特征是:鑄鐵表面有夾著砂子的細小紋路.條狀溝槽以及結(jié)疤狀凸起物高溫鐵水的沖刷和烘烤的熱作用使砂型發(fā)生水分遷移和體積膨脹,致使表層翹起,,挑起和開裂,,這就是夾砂形成的機理,。
1、制型砂的質(zhì)量
型砂的質(zhì)量必須控制,。在這方面防止夾砂的對策有:選用粒度分散、形狀不規(guī)則的原砂,,濕型采用鈉質(zhì)膨潤土或?qū)︹}質(zhì)膨潤土進行活化處理,,適當增加膨潤土的用量和減少型砂的含水量,加入適量的煤粉,、重油,、瀝青粉、細木屑等“緩沖劑”,、去除舊砂中的粉塵,、保證型砂的混輾質(zhì)量等。
2,、選擇合理的造型工藝
造型工藝是否合理對鑄件產(chǎn)生夾砂有很大影響,。鑄件的澆鑄時間和澆鑄位置、鐵水的上升速度,、鑄型的種類等必須選擇適當,。
(1)采用快速澆鑄
砂型的表面總是要發(fā)生膨脹的, 因此防止夾砂的決定因素是鐵水是否能迅速覆蓋和觸及砂型的表面,,并對砂型產(chǎn)生一定的壓力,。快速澆注能使鐵水在鑄件產(chǎn)生夾砂的“臨界時問”之前充滿鑄型,,不給予砂型產(chǎn)生膨脹和形成高水區(qū)的充分時間,。有人用高速攝影機觀察到:如果上砂型受烘烤后在局部發(fā)生垂下的瞬間,鐵水能立刻觸及,,則鐵水有可能把垂下的砂塊托回原處,。由此可見, 快速澆鑄能利用鐵水的壓力來對付砂型的膨脹,。
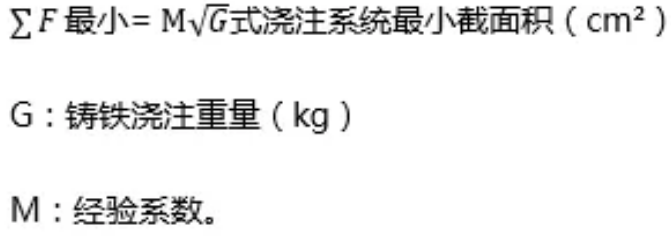
澆鑄速度的快慢主要取決于澆口截面的大小,。灰鑄鐵件澆口截面如用下面的簡易計算公式計算,,能實現(xiàn)快速澆注,。
平面較大的鑄件M取0.8~1.2;平面很大,、薄壁的鑄件取1.2~1.5,;濕型件宜取中、上限,。
生產(chǎn)實踐征實,,上述公式是可靠的,,如果鑄件存在夾砂缺陷,必須檢查該鑄件所用的澆口截面積是否在“快澆”的范圍之中,。對于大平面的鑄件宜用尺寸較大的澆口杯,,多道薄片狀的內(nèi)澆口或是縫隙澆口.使鐵水迅速、平穩(wěn),、不間斷地蓋住所澆到的平面,,避免砂型局部過熱。澆口比例常用半封閉或開放式,。
(2)提高鐵水的上升速度
鐵水在砂型中應(yīng)有較高的上升速度,,以減低上砂型受烘烤的程度鐵水的上升速度與澆注方案有關(guān)。自下而上充型的傾斜澆鑄方法(一般傾斜3°--15°),。能避免分散的鐵水流,,利于砂型的排氣、減少鐵水對砂型的熱幅射和提高鐵水的上升速度,。而平傲立澆的工藝則更能顯著提高鐵水的上升速度,。
(3)選用恰當?shù)臐茶T位置
鑄件的澆鑄位置必須有利于鐵水平穩(wěn)充型和型腔氣體的排除,否則,,會導致夾砂的缺陷,。
(4)采用適宜的鑄型
根據(jù)鑄件的大小選擇適宜的鑄型。濕型一般適用于小件和平面不大,、壁不厚的中件對于中,、大的板類和厚壁件宜采用表干型和千型。一些大型平板可用熱膨脹小,、導熱性好和熱容量高和石墨粉砂或耐火磚作下型,,既能重復使用,又能有效地防止夾砂,。
(5)增加砂型的排氣
及時地排除型腔的水蒸汽及其它氣體能有利于鐵水的快速充填和減輕高溫氣流對砂表層的起拱作用,,有益于降低水分凝聚區(qū)的水量和使其位置內(nèi)移。因此在砂型上多放明出氣冒口,,分散排氣是十分重要的,。
3、確保砂型的制造質(zhì)量
砂型的制造質(zhì)量涉及產(chǎn)生夾砂的“臨界時間”,。如何精細地造型,,提高砂型的整體強度,是防止夾砂的關(guān)鍵,。
(1)舂砂要緊實和均勻
砂型應(yīng)舂得緊實均勻,,避免局部過緊和分層。濕型不要求過高的緊實度,,而表干型和下型應(yīng)有足夠的緊實度,。大型鑄鐵件防止夾砂的經(jīng)驗是:“人工用直徑10-15 mm粗的鋼釬都無法插進砂型”,。由此可見防止夾砂要注重砂型的剛性當然增加砂型緊實度會影響砂型排氣,與之相應(yīng)的重要手段是多扎氣眼,, 并盡可能接近砂型表層造型時要注意砂箱的箱帶和掛鉤不能離型面太近,,芯骨也不能距砂芯表面過近,因為會引起舂砂不均舂砂時首層填砂不可過薄,,特別是在模型表層木板較薄時,,木板的彈性會使砂型分層。刮板的造型操作要特別小心,, 以墁刀削砂成型為主,刮板刮砂時不能過分用力,, 以免使砂型分層,。
(2)細心修型和上好涂料
修型時不能過度地修磨砂型, 這樣易把水分引到砂型表面,,形成硬塊且與本體分離,。砂型損壞之處要劃毛后修補,不宜刷水過多,。澆口附近,、凸臺邊緣、大平面及鐵水斷續(xù)流經(jīng)的部位應(yīng)插釘加固,。插釘呈梅花狀,,使砂型有一個整體的強度。涂料是砂型的保護層,,要上好,。修型后宜讓砂型陰干一段時間再上涂料,以利涂料的滲透,。涂料刷兩遍,,上濃涂料,并用墁刀壓一遍,,第二遺上較稀一點的涂料,。
(3)控制烘干范圍
砂型干燥不好也容易產(chǎn)生夾砂。為此砂型應(yīng)有正確的烘干范圍,。干燥爐開始不能升溫過快,,否則會使砂型外層存在較大的溫度差,以致開裂,。保溫要有充裕的時間,,以確保砂型烘干透徹。配箱后應(yīng)盡快澆注,, 以免返潮,。
4,、搞好澆鑄工藝和操作
為了防止夾砂缺陷,在澆鑄工藝方面,,應(yīng)在保證不出現(xiàn)其它缺陷的前提下,,力求用較低的澆鑄溫度,在澆鑄操作上,,應(yīng)避免斷流和盡量用較快的速度澆鑄,。