詳情咨詢熱線:
15037927235
0379-69581002

缺陷一:鑄造縮孔 主要原因有合金凝固收縮產(chǎn)生鑄造縮孔和合金溶解時(shí)吸收了大量的空氣中的氧氣,、氮?dú)獾龋辖鹉虝r(shí)放出氣體造成鑄造縮孔。 解決的辦法: 1)放置儲(chǔ)金球,。 2)加粗鑄道的直徑或減短鑄道的長(zhǎng)度,。 3)增加金屬的用量,。 4)采用下列方法,,防止組織面向鑄道方向出現(xiàn)凹陷,。 a.在鑄道的根部放置冷卻道,。 b.為防止已熔化的金屬垂直撞擊型腔,,鑄道應(yīng)成弧形。 c.斜向放置鑄道,。 缺陷二:鑄件表面粗糙不光潔缺陷 型腔表面粗糙和熔化的金屬與型腔表面產(chǎn)生了化學(xué)反應(yīng),,主要體現(xiàn)出下列情況。 1)包埋料粒子粗,,攪拌后不細(xì)膩,。 2)包埋料固化后直接放入茂福爐中焙燒,水分過(guò)多,。 3)焙燒的升溫速度過(guò)快,,型腔中的不同位置產(chǎn)生膨脹差,使型腔內(nèi)面剝落,。 4)焙燒的zui高溫度過(guò)高或焙燒時(shí)間過(guò)長(zhǎng),,使型腔內(nèi)面過(guò)于干燥等。 5)金屬的熔化溫度或鑄圈的焙燒的溫度過(guò)高,,使金屬與型腔產(chǎn)生反應(yīng),,鑄件表面燒粘了包埋料。 6)鑄型的焙燒不充分,,已熔化的金屬鑄入時(shí),,引起包埋料的分解,發(fā)生較多的氣體,,在鑄件表面產(chǎn)生麻點(diǎn),。 7)熔化的金屬鑄入后,,造成型腔中局部的溫度過(guò)高,鑄件表面產(chǎn)生局部的粗糙,。 解決的辦法: a.不要過(guò)度熔化金屬,。 b.鑄型的焙燒溫度不要過(guò)高。 c.鑄型的焙燒溫度不要過(guò)低(磷酸鹽包埋料的焙燒溫度為800度-900度),。 d.避免發(fā)生組織面向鑄道方向出現(xiàn)凹陷的現(xiàn)象,。 e.在蠟型上涂布防止燒粘的液體。 缺陷三:鑄件發(fā)生龜裂缺陷 有兩大原因,,一是通常因該處的金屬凝固過(guò)快,,產(chǎn)生鑄造缺陷(接縫);二是因高溫產(chǎn)生的龜裂,。 1)對(duì)于金屬凝固過(guò)快,,產(chǎn)生的鑄造接縫,可以通過(guò)控制鑄入時(shí)間和凝固時(shí)間來(lái)解決,。鑄入時(shí)間的相關(guān)因素:蠟型的形狀,。鑄到的粗細(xì)數(shù)量,。鑄造壓力(鑄造機(jī)),。包埋料的透氣性。凝固時(shí)間的相關(guān)因素:蠟型的形狀,。鑄圈的zui高焙燒溫度,。包埋料的類(lèi)型。金屬的類(lèi)型,。鑄造的溫度,。 2)因高溫產(chǎn)生的龜裂,與金屬及包埋料的機(jī)械性能有關(guān),。下列情況易產(chǎn)生龜裂:鑄入溫度高易產(chǎn)生龜裂,;強(qiáng)度高的包埋料易產(chǎn)生龜裂;延伸性小的鎳?yán)雍辖鸺扳捓雍辖鹨桩a(chǎn)生龜裂,。 解決的辦法: 使用強(qiáng)度低的包埋料,;盡量降低金屬的鑄入溫度;不使用延展性小的,。較脆的合金,。 缺陷四:球狀突起缺陷 主要是包埋料調(diào)和后殘留的空氣(氣泡)停留在蠟型的表面而造成。 1)真空調(diào)和包埋料,,采用真空包埋后效果更好,。 2)包埋前在蠟型的表面噴射界面活性劑(例如日進(jìn)公司的castmate) 3)先把包埋料涂布在蠟型上。 4)采用加壓包埋的方法,,擠出氣泡,。 5)包埋時(shí)留意蠟型的方向,,蠟型與鑄道連接處的下方不要有凹陷。 6)防止包埋時(shí)混入氣泡,。鑄圈與鑄座,。緩沖紙均需密合;需沿鑄圈內(nèi)壁灌注包埋料(使用震蕩機(jī)),。 7)灌滿鑄圈后不得再震蕩,。 缺陷五:鑄件的飛邊缺陷 主要是因鑄圈龜裂,熔化的金屬流入型腔的裂紋中,。 解決的辦法: 1)改變包埋條件:使用強(qiáng)度較高的包埋料,。石膏類(lèi)包埋料的強(qiáng)度低于磷酸鹽類(lèi)包埋料,故使用時(shí)應(yīng)謹(jǐn)慎,。盡量使用有圈鑄造,。無(wú)圈鑄造時(shí),鑄圈易產(chǎn)生龜裂,,故需注,。 2)焙燒的條件:勿在包埋料固化后直接焙燒(應(yīng)在數(shù)小時(shí)后再焙燒)。應(yīng)緩緩的升溫,。焙燒后立即鑄造,,勿重復(fù)焙燒鑄圈。
+查看全文16 2020-03
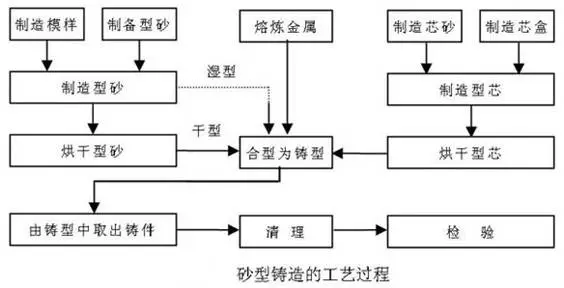
普通砂型鑄造的基本原材料是鑄造砂和型砂粘結(jié)劑,。常用的鑄造砂是硅質(zhì)砂,,硅砂的高溫性能不能滿足使用要求時(shí)則使用鋯英砂、鉻鐵礦砂,、剛玉砂等特種砂,。應(yīng)用廣的型砂粘結(jié)劑是粘土,也可采用各種干性油或半干性油,、水溶性硅酸鹽或磷酸鹽和各種合成樹(shù)脂作型砂粘結(jié)劑,。 砂型鑄造中所用的外砂型按型砂所用的粘結(jié)劑及其建立強(qiáng)度的方式不同分為粘土濕砂型、粘土干砂型和化學(xué)硬化砂型3種,。 砂型鑄造用的是很流行和很簡(jiǎn)單類(lèi)型的鑄件已延用幾個(gè)世紀(jì).砂型鑄造是用來(lái)制造大型部件,,如灰鑄鐵,球墨鑄鐵,不銹鋼和其它類(lèi)型鋼材等工序的砂型鑄造,。其中主要步驟包括繪畫(huà),,模具,制芯,,造型,,熔化及澆注,清潔等。 工藝參數(shù)的選擇 1.加工余量 所謂加工余量,,就是鑄件上需要切削加工的表面,,應(yīng)預(yù)先留出一定的加工余量,其大小取決于鑄造合金的種類(lèi),、造型方法,、鑄件大小及加工面在鑄型中的位置等諸多因素。2.起模斜度 為了使模樣便于從鑄型中取出,,垂直于分型面的立壁上所加的斜度稱為起模斜度,。3.鑄造圓角 為了防止鑄件在壁的連接和拐角處產(chǎn)生應(yīng)力和裂紋,防止鑄型的尖角損壞和產(chǎn)生砂眼,,在設(shè)計(jì)鑄件時(shí),,鑄件壁的連接和拐角部分應(yīng)設(shè)計(jì)成圓角。4.型芯頭 為了保證型芯在鑄型中的定位,、固定和排氣,,模樣和型芯都要設(shè)計(jì)出型芯頭。5.收縮余量 由于鑄件在澆注后的冷卻收縮,,制作模樣時(shí)要加上這部分收縮尺寸,。 優(yōu)點(diǎn): 1.粘土的資源豐富、價(jià)格便宜,。使用過(guò)的粘土濕砂經(jīng)適當(dāng)?shù)纳疤幚砗?,絕大部分均可回收再用;2.制造鑄型的周期短,、工效高,;3.混好的型砂可使用的時(shí)間長(zhǎng),;4.適應(yīng)性很廣,。小件、大件,,簡(jiǎn)單件,、復(fù)雜件,單件,、大批量都可采用,;缺點(diǎn)及局限性:1.因?yàn)槊總€(gè)砂質(zhì)鑄型只能澆注一次,獲得鑄件后鑄型即損壞,,必須重新造型,,所以砂型鑄造的生產(chǎn)效率較低;2.鑄型的剛度不高,,鑄件的尺寸精度較差,;3.鑄件易于產(chǎn)生沖砂、夾砂、氣孔等缺陷,。 壓鑄工藝原理是利用高壓將金屬液高速壓入一精密金屬模具型腔內(nèi),,金屬液在壓力作用下冷卻凝固而形成鑄件。 a)合型澆注 b) 壓射 c) 開(kāi)型頂件 冷,、熱室壓鑄是壓鑄工藝的兩種基本方式,。冷室壓鑄中金屬液由手工或自動(dòng)澆注裝置澆入壓室內(nèi),然后壓射沖頭前進(jìn),,將金屬液壓入型腔,。在熱室壓鑄工藝中,壓室垂直于坩堝內(nèi),,金屬液通過(guò)壓室上的進(jìn)料口自動(dòng)流入壓室,。壓射沖頭向下運(yùn)動(dòng),推動(dòng)金屬液通過(guò)鵝頸管進(jìn)入型腔,。金屬液凝固后,,壓鑄模具打開(kāi),取出鑄件,,完成一個(gè)壓鑄循環(huán),。 熔模鑄造用蠟料做模樣時(shí),熔模鑄造又稱"失蠟鑄造",。熔模鑄造通常是指在易熔材料制成模樣,,在模樣表面包覆若干層耐火材料制成型殼,再將模樣熔化排出型殼,,從而獲得無(wú)分型面的鑄型,,經(jīng)高溫焙燒后即可填砂澆注的鑄造方案。由于模樣廣泛采用蠟質(zhì)材料來(lái)制造,,故常將熔模鑄造稱為“失蠟鑄造”,。 可用熔模鑄造法生產(chǎn)的合金種類(lèi)有碳素鋼、合金鋼,、耐熱合金,、不銹鋼、精密合金,、永磁合金,、軸承合金、銅合金,、鋁合金,、鈦合金和球墨鑄鐵等。 熔模鑄造工藝過(guò)程 優(yōu)點(diǎn): 1.尺寸精度較高,。一般可達(dá)CT4-6(砂型鑄造為CT10~13,,壓鑄為CT5~7); 2.可以提高金屬材料的利用率。熔模鑄造能顯著減少產(chǎn)品的成形表面和配合表面的加工量,,節(jié)省加工臺(tái)時(shí)和刃具材料的消耗,; 3.能極大限度地提高毛坯與零件之間的相似程度,為零件的結(jié)構(gòu)設(shè)計(jì)帶來(lái)很大方便,。鑄造形狀復(fù)雜的鑄件熔模鑄造能鑄出形狀十分復(fù)雜的鑄件,,也能鑄造壁厚為0.5mm、重量小至1g的鑄件,,還可以鑄造組合的,、整體的鑄件; 4.不受合金材料的制約,。熔模鑄造法可以鑄造碳鋼,、合金鋼、球墨鑄鐵,、銅合金和鋁合金鑄件,,還可以鑄造高溫合金、鎂合金,、鈦合金以及貴金屬等材料的鑄件,。對(duì)于難以鍛造、焊接和切削加工的合金材料,,特別適宜于用精鑄方法鑄造,; 5.生產(chǎn)靈活性高、適應(yīng)性強(qiáng)熔模鑄造既適用于大批量生產(chǎn),,也適用小批量生產(chǎn)甚至單件生產(chǎn),。 缺點(diǎn)及局限性: 鑄件尺寸不能太大工藝過(guò)程復(fù)雜鑄件冷卻速度慢。熔模鑄造在所有毛坯成形方法中,,工藝很復(fù)雜,,鑄件成本也很高,但是如果產(chǎn)品選擇得當(dāng),,零件設(shè)計(jì)合理,,高昂的鑄造成本由于減少切削加工、裝配和節(jié)約金屬材料等方面而得到補(bǔ)償,,則熔模鑄造具有良好的經(jīng)濟(jì)性。
+查看全文14 2020-03

缺陷一:鑄造縮孔 主要原因有合金凝固收縮產(chǎn)生鑄造縮孔和合金溶解時(shí)吸收了大量的空氣中的氧氣,、氮?dú)獾?,合金凝固時(shí)放出氣體造成鑄造縮孔。 解決的辦法: 1)放置儲(chǔ)金球,。 2)加粗鑄道的直徑或減短鑄道的長(zhǎng)度,。 3)增加金屬的用量。 4)采用下列方法,防止組織面向鑄道方向出現(xiàn)凹陷,。 a.在鑄道的根部放置冷卻道,。 b.為防止已熔化的金屬垂直撞擊型腔,鑄道應(yīng)成弧形,。 c.斜向放置鑄道,。 缺陷二:鑄件表面粗糙不光潔缺陷 型腔表面粗糙和熔化的金屬與型腔表面產(chǎn)生了化學(xué)反應(yīng),主要體現(xiàn)出下列情況,。 1)包埋料粒子粗,,攪拌后不細(xì)膩。 2)包埋料固化后直接放入茂福爐中焙燒,,水分過(guò)多,。 3)焙燒的升溫速度過(guò)快,型腔中的不同位置產(chǎn)生膨脹差,,使型腔內(nèi)面剝落,。 4)焙燒的溫度過(guò)高或焙燒時(shí)間過(guò)長(zhǎng),使型腔內(nèi)面過(guò)于干燥等,。 5)金屬的熔化溫度或鑄圈的焙燒的溫度過(guò)高,,使金屬與型腔產(chǎn)生反應(yīng),鑄件表面燒粘了包埋料,。 6)鑄型的焙燒不充分,,已熔化的金屬鑄入時(shí),引起包埋料的分解,,發(fā)生較多的氣體,,在鑄件表面產(chǎn)生麻點(diǎn)。 7)熔化的金屬鑄入后,,造成型腔中局部的溫度過(guò)高,,鑄件表面產(chǎn)生局部的粗糙。 解決的辦法: a.不要過(guò)度熔化金屬,。 b.鑄型的焙燒溫度不要過(guò)高,。 c.鑄型的焙燒溫度不要過(guò)低(磷酸鹽包埋料的焙燒溫度為800度-900度)。 d.避免發(fā)生組織面向鑄道方向出現(xiàn)凹陷的現(xiàn)象,。 e.在蠟型上涂布防止燒粘的液體,。 缺陷三:鑄件發(fā)生龜裂缺陷 有兩大原因,一是通常因該處的金屬凝固過(guò)快,,產(chǎn)生鑄造缺陷(接縫),;二是因高溫產(chǎn)生的龜裂。 1)對(duì)于金屬凝固過(guò)快,,產(chǎn)生的鑄造接縫,,可以通過(guò)控制鑄入時(shí)間和凝固時(shí)間來(lái)解決,。鑄入時(shí)間的相關(guān)因素:蠟型的形狀。鑄到的粗細(xì)數(shù)量,。鑄造壓力(鑄造機(jī)),。包埋料的透氣性。凝固時(shí)間的相關(guān)因素:蠟型的形狀,。鑄圈的***高焙燒溫度,。包埋料的類(lèi)型。金屬的類(lèi)型,。鑄造的溫度,。 2)因高溫產(chǎn)生的龜裂,與金屬及包埋料的機(jī)械性能有關(guān),。下列情況易產(chǎn)生龜裂:鑄入溫度高易產(chǎn)生龜裂,;強(qiáng)度高的包埋料易產(chǎn)生龜裂;延伸性小的鎳?yán)雍辖鸺扳捓雍辖鹨桩a(chǎn)生龜裂,。 解決的辦法: 使用強(qiáng)度低的包埋料,;盡量降低金屬的鑄入溫度;不使用延展性小的,。較脆的合金,。 缺陷四:球狀突起缺陷 主要是包埋料調(diào)和后殘留的空氣(氣泡)停留在蠟型的表面而造成。 1)真空調(diào)和包埋料,,采用真空包埋后效果更好,。 2)包埋前在蠟型的表面噴射界面活性劑(例如日進(jìn)公司的castmate) 3)先把包埋料涂布在蠟型上。 4)采用加壓包埋的方法,,擠出氣泡,。 5)包埋時(shí)留意蠟型的方向,蠟型與鑄道連接處的下方不要有凹陷,。 6)防止包埋時(shí)混入氣泡,。鑄圈與鑄座。緩沖紙均需密合,;需沿鑄圈內(nèi)壁灌注包埋料(使用震蕩機(jī)),。 7)灌滿鑄圈后不得再震蕩。 缺陷五:鑄件的飛邊缺陷 主要是因鑄圈龜裂,,熔化的金屬流入型腔的裂紋中,。 解決的辦法: 1)改變包埋條件:使用強(qiáng)度較高的包埋料。石膏類(lèi)包埋料的強(qiáng)度低于磷酸鹽類(lèi)包埋料,,故使用時(shí)應(yīng)謹(jǐn)慎,。盡量使用有圈鑄造。無(wú)圈鑄造時(shí),,鑄圈易產(chǎn)生龜裂,,故需注。 2)焙燒的條件:勿在包埋料固化后直接焙燒(應(yīng)在數(shù)小時(shí)后再焙燒),。應(yīng)緩緩的升溫,。焙燒后立即鑄造,勿重復(fù)焙燒鑄圈,。
+查看全文13 2020-03

距齒軌 也叫銷(xiāo)軌,、齒軌條 適用于煤礦井下用刮板輸送機(jī)、 轉(zhuǎn)載機(jī)的中部槽部分,。 用途 齒軌,、銷(xiāo)軌安放在齒軌座上是采煤機(jī)的行走軌道,齒軌座焊接在中部槽槽幫上,,齒軌座與齒軌通過(guò)齒軌銷(xiāo)進(jìn)行鏈接,。 結(jié)構(gòu) 齒軌、銷(xiāo)軌按節(jié)距規(guī)格可以分為:126節(jié)距齒軌,、147節(jié)距齒軌,。 齒軌、銷(xiāo)軌按節(jié)距數(shù)可以分為:3節(jié)距齒軌,、4節(jié)距齒軌,、5節(jié)距齒軌、6節(jié)距齒軌,、7節(jié)距齒軌,、8節(jié)距齒軌、9節(jié)距齒軌,。 工藝 齒軌,、銷(xiāo)軌按制作方式可以分為:鍛造齒軌和鍛打齒軌。 分類(lèi) 齒軌,、銷(xiāo)軌按生產(chǎn)主機(jī)廠可以分為:張家口齒軌,、西北奔牛齒軌、山西煤機(jī)廠齒軌,、山東礦機(jī)齒軌,、鄭煤機(jī)齒軌等。 常見(jiàn)齒軌,、銷(xiāo)軌型號(hào)有:115S-01,、01TXG126-5等。 服務(wù)保證 品質(zhì)保證:視產(chǎn)品質(zhì)量如生命,。我公司產(chǎn)品嚴(yán)格按照國(guó)家質(zhì)量管理體系認(rèn)證GB/T19001 / ISO9001:2015標(biāo)準(zhǔn),,采用先進(jìn)的設(shè)計(jì)理念,使用現(xiàn)代化生產(chǎn)設(shè)備(如數(shù)控雙邊焊機(jī),、智能機(jī)械手,、加工中心等),,完善的產(chǎn)品檢測(cè)體系,保證產(chǎn)品質(zhì)量合格,。 價(jià)格保證:市場(chǎng)優(yōu)惠價(jià)格,。我公司產(chǎn)品材料均選用國(guó)內(nèi)外質(zhì)量品牌,在保證品質(zhì)的基礎(chǔ)上,,提供市場(chǎng)優(yōu)惠價(jià)格,。 交貨保證:按照客戶的要求,保證按時(shí)交貨,。有特殊要求,,需提前完工的,公司可組織生產(chǎn)力量,,滿足客戶需求,。 售后保證:完善的售后團(tuán)隊(duì)。我公司以快速有效的信息反饋體系,,確保為客戶提供***的維修服務(wù),。提供完整的產(chǎn)品問(wèn)題分析和解決辦法,延長(zhǎng)產(chǎn)品使用壽命,,幫企業(yè)節(jié)省采購(gòu)成本,。
+查看全文12 2020-03

在鑄造這個(gè)行業(yè),成本高,,利潤(rùn)低,,賺的都是血汗錢(qián)!大多數(shù)的鑄造老板都在為降本增效,,提高利潤(rùn)而發(fā)愁,。也有不少用傳統(tǒng)砂型鑄造的工廠,開(kāi)始嘗試轉(zhuǎn)型,,使用操作更簡(jiǎn)單,,成本更低的消失模工藝生產(chǎn)。 據(jù)一位鑄造老板反饋,,國(guó)內(nèi)的消失模鑄造工藝自1988年開(kāi)始,,實(shí)現(xiàn)工業(yè)化生產(chǎn)以來(lái),,歷經(jīng)30多年的探索研究,工藝方面,,還是專(zhuān)用設(shè)備方面,,都已進(jìn)入成熟階段,,正是介入的大好時(shí)機(jī),。 消失模鑄造以其精度高,成本低,,勞動(dòng)強(qiáng)度低,,做業(yè)環(huán)境好等優(yōu)勢(shì),在某些產(chǎn)品領(lǐng)域中逐漸取代粘土砂鑄造,、樹(shù)脂砂鑄造,、V法鑄造等鑄造工藝,成為鑄造行業(yè)的熱門(mén)工藝,。和傳統(tǒng)的砂型鑄造相比,,消失模鑄造工藝,有以下9個(gè)優(yōu)點(diǎn),! 1,、 消失模鑄造不需要分型和下芯子,所以特別適用于幾何形狀復(fù)雜,、傳統(tǒng)鑄造難以完成的箱體類(lèi),、殼體類(lèi)鑄件、筒管類(lèi)鑄件,。 2,、 消失模鑄用干砂埋模型,可反復(fù)使用,,工業(yè)垃圾少,,成本明顯降低。 3,、 消失模鑄造沒(méi)有飛邊毛刺,,清理工時(shí)可以減少80%以上。 4,、 消失模鑄造可以一線多用,,不僅可以做鑄鐵、球鐵,,還可以同時(shí)做鑄鋼件,,所以轉(zhuǎn)項(xiàng)靈活,適用范圍廣,。 5,、 消失模鑄造不僅適用批量大的鑄造件,,進(jìn)行機(jī)械化操作,也適用于批量小的產(chǎn)品手工拼接模型,。 6,、 消失模鑄造如果投資到位,可以實(shí)現(xiàn)空中無(wú)塵,,地面無(wú)砂,,勞動(dòng)強(qiáng)度低,做業(yè)環(huán)境好,,將以男工為主的行業(yè)變成了以女工為主的行業(yè),。 7、 消失模鑄造取消了造型工序,,有一定文化水平的人,,經(jīng)過(guò)短時(shí)間的培訓(xùn)就可以成為熟練的工人,所以,,特別適用技術(shù)力量缺乏的地區(qū)和企業(yè),。 8、 消失模鑄造適合群鑄,,干砂埋型,,脫砂容易,在某些材質(zhì)的鑄件還可以根據(jù)用途進(jìn)行余熱處理,。 9,、 消失模鑄造不僅適用于中小件,更適用做大型鑄件,,如:機(jī)床床身,、大口徑管件,大型冷沖模件,,大型礦山設(shè)備配件等,,因?yàn)槟P椭谱髦芷诙獭⒊杀镜?、生產(chǎn)周期也短,,所以特別受到好評(píng)。 不過(guò)也有很多干鑄造的朋友反映,,消失模工藝看著簡(jiǎn)單,,實(shí)際操作過(guò)程中還是會(huì)出現(xiàn)很多問(wèn)題,“一看一會(huì),,一做就廢”的問(wèn)題,,一直很難解決。
+查看全文16 2020-01

長(zhǎng)時(shí)間以來(lái),為了減少鐵水中的夾雜物從而獲得純凈鐵水一般使用三種方法:高溫熔煉,、過(guò)濾網(wǎng),、聚渣劑。高溫熔煉能清除鐵水中的夾雜物嗎,?在煉鋼生產(chǎn)中,,鋼水溫度高達(dá)1700度左右,鋼水中的夾雜物尚需使用“爐外精煉技術(shù)”才可以去除,,而鐵水***高溫度無(wú)非1500度左右,,怎么可能清除鐵水中的夾雜物呢? 過(guò)濾網(wǎng)能清除鐵水中的夾雜物嗎?過(guò)濾網(wǎng)受孔洞大小***,,只能過(guò)濾顆粒較大的宏觀類(lèi)浮渣,假若其孔洞小到可以過(guò)濾以微米計(jì)算的微觀夾雜物,,鐵水如何順暢通過(guò)而進(jìn)入鑄型,?因此我們認(rèn)為:過(guò)濾網(wǎng)只能過(guò)濾扒渣未盡的鐵水表面浮渣。 聚渣劑只能聚集鐵水表面浮渣而方便扒出,,是一種常識(shí),,無(wú)須多議。因此,,使用“高溫熔煉”,、“過(guò)濾網(wǎng)”、“聚渣劑”等傳統(tǒng)手段,,只能解決鐵水表面浮渣,,對(duì)于混熔或懸浮在鐵水中的各種非金屬夾雜物,事實(shí)上是處于束手無(wú)策的狀態(tài),。 基于上述認(rèn)識(shí),,我們根據(jù)“鐵水凈化理論” ,結(jié)合在鑄造生產(chǎn)中,,使用鐵神一號(hào)凈化劑的實(shí)際經(jīng)驗(yàn),,總結(jié)出現(xiàn)代鐵水凈化技術(shù),希望達(dá)到三個(gè)目的: 一是統(tǒng)一思想,。使廣大鑄造工作者認(rèn)識(shí)到:要生產(chǎn)優(yōu)質(zhì)鑄件,,必須獲得純凈鐵水; 二是使盡可能多的鑄造企業(yè)掌握和使用現(xiàn)代鐵水凈化技術(shù),,提高國(guó)產(chǎn)鑄件產(chǎn)品的質(zhì)量,。 三是使盡可能多的鑄造企業(yè)通過(guò)生產(chǎn)優(yōu)質(zhì)鑄件產(chǎn)品,尤其是生產(chǎn)質(zhì)量好,成本低的優(yōu)質(zhì)鑄件產(chǎn)品,,提高盈利能力,,從而增加鑄造企業(yè)的市場(chǎng)競(jìng)爭(zhēng)力。
+查看全文15 2020-01

由球墨鑄鐵的凝固特點(diǎn)認(rèn)為球鐵件易于出現(xiàn)縮孔縮松缺陷,,因而其實(shí)現(xiàn)無(wú)冒口鑄造較為困難,。闡述了實(shí)現(xiàn)球鐵件無(wú)冒口鑄造工藝所應(yīng)具備的鐵液成份、澆注溫度,、冷鐵工藝,、鑄型強(qiáng)度和剛度、孕育處理,、鐵液過(guò)濾和鑄件模數(shù)等條件,,用大模數(shù)鑄件和小模數(shù)鑄件鑄造工藝實(shí)例佐證了自己的觀點(diǎn)。 1,、球墨鑄鐵的凝固特點(diǎn) 球墨鑄鐵與灰鑄鐵的凝固方式不同是由球墨與片墨生長(zhǎng)方式不同而造成的,。 在亞共晶灰鐵中石墨在初生奧氏體的邊緣開(kāi)始析出后,石墨片的兩側(cè)處在奧氏體的包圍下從奧氏體中吸收石墨而變厚,,石墨片的先端在液體中吸收石墨而生長(zhǎng),。 在球墨鑄鐵中,由于石墨呈球狀,,石墨球析出后就開(kāi)始向周?chē)帐?,周?chē)囊后w因?yàn)閣(C)量降低而變?yōu)楣虘B(tài)的奧氏體并且將石墨球包圍;由于石墨球處在奧氏體的包圍中,,從奧氏體中只能吸收的碳較為有限,,而液體中的碳通過(guò)固體向石墨球擴(kuò)散的速度很慢,被奧氏體包圍又***了它的長(zhǎng)大,;所以,,即使球墨鑄鐵的碳當(dāng)量比灰鑄鐵高很多,球鐵的石墨化卻比較困難,,因而也就沒(méi)有足夠的石墨化膨脹來(lái)抵消凝固收縮,;因此,球墨鑄鐵容易產(chǎn)生縮孔,。 另外,,包裹石墨球的奧氏體層厚度一般是石墨球徑的1.4倍,,也就是說(shuō)石墨球越大奧氏體層越厚,液體中的碳通過(guò)奧氏體轉(zhuǎn)移至石墨球的難度也越大,。 低硅球墨鑄鐵容易產(chǎn)生白口的根本原因也在于球墨鑄鐵的凝固方式,。如上所述,由于球墨鑄鐵石墨化困難,,沒(méi)有足夠的由石墨化產(chǎn)生的結(jié)晶潛熱向鑄型內(nèi)釋放而增大了過(guò)冷度,,石墨來(lái)不及析出就形成了滲碳體。此外,,球墨鑄鐵孕育衰退快,,也是極易發(fā)生過(guò)冷的因素之一。 2.球墨鑄鐵無(wú)冒口鑄造的條件 從球墨鑄鐵的凝固特點(diǎn)不難看出,,球墨鑄鐵件要實(shí)現(xiàn)無(wú)冒口鑄造的難度較大,。筆者根據(jù)自己多年的生產(chǎn)實(shí)踐經(jīng)驗(yàn),對(duì)球墨鑄鐵實(shí)現(xiàn)無(wú)冒口鑄造工藝所需具備的條件作了一些歸納總結(jié),,在此與同行分享,。 2.1鐵液成分的選擇 (1)碳當(dāng)量(CE) 在同等條件下,微小的石墨在鐵液中容易溶解并且不容易生長(zhǎng),;隨著石墨長(zhǎng)大,,石墨的生長(zhǎng)速度也變快,所以使鐵液在共晶前就產(chǎn)生初生石墨對(duì)促進(jìn)共晶凝固石墨化是非常有利的,。過(guò)共晶成分的鐵液就能滿足這樣的條件,但過(guò)高的CE值使石墨在共晶凝固前就長(zhǎng)大,,長(zhǎng)大到一定尺寸時(shí)石墨開(kāi)始上浮,,產(chǎn)生石墨漂浮缺陷。這時(shí),,由石墨化引起的體積膨脹只會(huì)造成鐵液液面上升,,不但對(duì)鑄件的補(bǔ)縮毫無(wú)意義,而且由于石墨在液態(tài)時(shí)吸收了大量的碳,,反而造成在共晶凝固時(shí)鐵液中的w(C)量低不能產(chǎn)生足夠的共晶石墨,,也就不能抵消由于共晶凝固造成的收縮。實(shí)踐證明,,能夠?qū)E值控制在4.30%~4.50%是***理想的,。 (2)硅(Si) 一般認(rèn)為在Fe-C-Si系合金中, Si是石墨化元素,,w(Si)量高有利于石墨化膨脹,,能夠減少縮孔的發(fā)生。很少有人知道,,Si是阻礙共晶凝固石墨化的,。所以,不論從補(bǔ)縮的角度考慮,還是從防止碎塊狀石墨產(chǎn)生的角度考慮,,只要能通過(guò)強(qiáng)化孕育等措施防止白口產(chǎn)生,,都要盡可能地降低w(Si)量。 (3)碳(C) 在合理的CE值條件下,,盡可能提高w(C)量,。事實(shí)證明球墨鑄鐵的w(C)量控制在3.60%~3.70%,鑄件具有***小的收縮率,。 (4)硫(S) S是阻礙石墨球化的主要元素,,球化處理的主要目的就是脫S,但球墨鑄鐵孕育衰退快與w(S)量太低有直接關(guān)系,;所以,,適當(dāng)?shù)膚(S)量是必要的??梢詫(S)量控制在0.015%左右,,利用MgS的成核作用增加石墨核心質(zhì)點(diǎn)以增加石墨球數(shù),減少衰退,。 (5)鎂(Mg) Mg也是阻礙石墨化的元素,,所以在保證球化率能夠達(dá)到90%以上的前提下,Mg應(yīng)盡可能低,。在原鐵液w(O),、w(S)量不高的條件下,殘留w(Mg)量能夠控制在0.03%~0.04%是***理想的,。 (6)其他元素 Mn,、P、Cr等所有阻礙石墨化的元素越低越好,。 要注意微量元素的影響,,如Ti。當(dāng)w(Ti)量低時(shí),,是強(qiáng)力促進(jìn)石墨化元素,,同時(shí)Ti又是碳化物形成元素,又是影響球化促進(jìn)蠕蟲(chóng)狀石墨產(chǎn)生的元素,,所以w(Ti)量控制得越低越好,。筆者公司曾經(jīng)有一個(gè)非常成熟的無(wú)冒口鑄造工藝,由于一時(shí)原材料短缺而使用了w(Ti)量為0.1%的生鐵,,生產(chǎn)出的鑄件不但表面有縮陷,,加工后內(nèi)部也出現(xiàn)了集中型縮孔。 總之,,純凈原材料對(duì)提高球墨鑄鐵的自補(bǔ)縮能力是有利的,。 2.2澆注溫度 有實(shí)驗(yàn)表明,,球墨鑄鐵的澆注溫度從1350℃到1500℃對(duì)鑄件收縮的體積沒(méi)有明顯的影響,只不過(guò)縮孔的形態(tài)從集中型逐漸向分散型過(guò)度,。石墨球的尺寸也隨著澆注溫度的升高逐漸變大,,石墨球的數(shù)量逐漸減少。所以沒(méi)有必要苛求過(guò)低的澆注溫度,,只要鑄型強(qiáng)度足夠抵抗鐵液的靜壓力,,澆注溫度可以高一些。通過(guò)鐵液加熱鑄型減少共晶凝固時(shí)的過(guò)冷度,,使石墨化有充足的時(shí)間進(jìn)行,。不過(guò),澆注速度要盡可能地快,,以盡量減少型內(nèi)鐵液的溫度差,。 2.3冷鐵 根據(jù)筆者使用冷鐵的經(jīng)驗(yàn)及利用以上理論分析,冷鐵能夠消除縮孔缺陷的說(shuō)法并不確切,。一方面,,局部使用冷鐵(如打孔部位),只能使縮孔轉(zhuǎn)移而不是消除縮孔,;另一方面,,大面積地使用冷鐵而獲得了減少補(bǔ)縮或無(wú)冒口的效果,只是無(wú)意識(shí)地增加了鑄型強(qiáng)度而不是冷鐵減少了液體或共晶凝固收縮,。事實(shí)上,,如果冷鐵使用過(guò)多,影響了石墨球的長(zhǎng)大及石墨化的程度,,相反會(huì)加劇收縮,。 2.4鑄型強(qiáng)度和剛度 由于球鐵大都選擇共晶或過(guò)共晶成分,鐵液在鑄型中冷卻至共晶溫度所經(jīng)過(guò)的時(shí)間較長(zhǎng),,也就是鑄型所承受的鐵液靜壓力的時(shí)間要比亞共晶成分的灰鑄鐵要長(zhǎng),鑄型也就更容易產(chǎn)生壓縮性變形,。當(dāng)石墨化膨脹引起的體積增加不能抵消液體收縮+凝固收縮+鑄型變形體積時(shí),,產(chǎn)生縮孔也就在所難免。所以,,足夠的鑄型剛度及抗壓強(qiáng)度是實(shí)現(xiàn)無(wú)冒口鑄造的重要條件,,有許多覆砂鐵型鑄造工藝實(shí)現(xiàn)無(wú)冒口鑄造既是這一理論的證明。 2.5孕育處理 強(qiáng)效孕育劑及瞬時(shí)延后孕育工藝既能給予鐵液大量的核心質(zhì)點(diǎn),,又能防止孕育衰退,,能夠保證球墨鑄鐵在共晶凝固時(shí)有足夠的石墨球數(shù);多而小的石墨球減少了液體中的C向石墨核心轉(zhuǎn)移的距離,,加快了石墨化速度,,短時(shí)內(nèi)大量的共晶凝固又能釋放出較多的結(jié)晶潛熱,,減少了過(guò)冷度,既能防止白口的產(chǎn)生,,又能加強(qiáng)石墨化膨脹,。因而。強(qiáng)效孕育對(duì)提高球墨鑄鐵的自補(bǔ)縮能力至關(guān)重要,。 2.6鐵液過(guò)濾 鐵液經(jīng)過(guò)過(guò)濾,,濾除了部分氧化夾雜,使鐵液的微觀流動(dòng)性增強(qiáng),,可以降低微觀縮孔的產(chǎn)生幾率,。 2.7鑄件模數(shù) 由于鑄態(tài)珠光體球鐵需要加入阻礙石墨化的元素,這會(huì)影響石墨化程度,,對(duì)鑄件實(shí)現(xiàn)自補(bǔ)縮目的有一定影響,,所以有資料介紹,無(wú)冒口鑄造適用于牌號(hào)在QT500以下的球墨鑄鐵,。除此之外,,由鑄件的形狀尺寸所決定的模數(shù)應(yīng)在3.1cm以上。 值得注意的是,,厚度<50mm的板類(lèi)鑄件實(shí)現(xiàn)無(wú)冒口鑄造是困難的,。 也有資料介紹,對(duì)QT500以上的球墨鑄鐵實(shí)現(xiàn)無(wú)冒口鑄造工藝的條件是其模數(shù)應(yīng)大于3.6cm,。 3.應(yīng)用實(shí)例介紹 3.1大模數(shù)鑄件無(wú)冒口鑄造工藝實(shí)例 材料牌號(hào)為GGG70的風(fēng)電增速器行星支架鑄件,,重量為3300kg,輪廓尺寸為φ1260×1220mm,,鑄件模數(shù)約為5.0cm,。鑄件成分為:w(C)3.62%;w(Si)2.15%,;w(Mn)0.25%,;w(P)0.035%;w(S)0.012%,;w(Mg)0.036%,;w(Cu)0.98%。澆注溫度為1370~1380℃ 考慮到鐵液對(duì)鑄型下部的壓力較大,,容易使鑄型下部產(chǎn)生壓縮變形,,所以客戶推薦將冷鐵主要集中放置在下部(如圖1)。根據(jù)以往的經(jīng)驗(yàn),,開(kāi)始試制時(shí),,我們決定使用無(wú)冒口鑄造工藝,也就是圖1去掉冒口的工藝,。雖然客戶請(qǐng)***人員對(duì)所試制鑄件做超聲探傷并未發(fā)現(xiàn)有內(nèi)部缺陷,,解剖結(jié)果也未發(fā)現(xiàn)縮孔缺陷,。但對(duì)照其它相關(guān)資料及客戶提供的參考工藝,我們對(duì)這么重要的鑄件批量生產(chǎn)后一旦發(fā)生縮孔缺陷的后果甚為擔(dān)心,,所以對(duì)圖1工藝進(jìn)行了凝固模擬試驗(yàn),,模擬結(jié)果如圖2。 圖1 推薦的冒口補(bǔ)縮工藝 圖2 根據(jù)圖1工藝的模擬結(jié)果 從模擬結(jié)果可見(jiàn),,液態(tài)收縮已經(jīng)將包括內(nèi)部的3個(gè)Φ140×170mm圓形發(fā)熱保溫冒口及外側(cè)的3個(gè)320×200×320mm腰圓形發(fā)熱保溫冒口內(nèi)的鐵液全部用盡,;因而,我們?cè)谠?20×200×320mm發(fā)熱保溫冒口的上面再加上1個(gè)同等大小的冒口,,即將冒口尺寸改為320×200×640mm,。但是,澆鑄后的結(jié)果卻是所有冒口一點(diǎn)收縮的痕跡也沒(méi)有,,從而證實(shí)了這個(gè)鑄件完全可以實(shí)現(xiàn)無(wú)冒口鑄造,。 3.2小模數(shù)鑄件有冒口鑄造實(shí)例 圖3所示的蜂窩板材料牌號(hào)為QT500-7,長(zhǎng)×寬×高尺寸為1 230×860×32 mm,,鑄件模數(shù)M=3.2/2=1.6 cm,。 圖3 蜂窩板毛坯圖 此鑄件模數(shù)遠(yuǎn)小于3.1cm,顯然不適用于無(wú)冒口鑄造工藝,,但試制時(shí)為了提高工藝出品率,,采用了立澆雨淋式澆口(圖4),原意是想使鑄件在凝固時(shí)產(chǎn)生自上而下的溫度梯度,,以利用橫澆口補(bǔ)縮,,但結(jié)果卻是在鑄件的中間部位加工后產(chǎn)生了大面積連通性縮孔(圖4中雙點(diǎn)劃線處)。試制4件無(wú)一件成品,。 圖4 試制工藝方案示意圖 于是,,我們改變思路,制定了如圖5所示的臥澆,、冷鐵加冒口工藝,。用冷鐵將鑄件分割成9部分,每部分的中央放置冒口,。改進(jìn)后的工藝出品率大于75%,,產(chǎn)品質(zhì)量穩(wěn)定,廢品率在2.0%以下,,由于原材料和工藝都較穩(wěn)定,加工后幾乎沒(méi)有廢品,。 圖5 改進(jìn)后的成熟工藝
+查看全文13 2020-01

如果是正常的干式切削,幾乎所有的鋼材切出來(lái)的屑都是要燒了呈現(xiàn)紫色才合理的,。在這里拋開(kāi)刀片材料,、轉(zhuǎn)速、走刀量,、切削深度,、段屑槽的形狀、刀尖大小等不談,,單談干式切削時(shí)鐵屑顏色的變化:銀白色-淡黃色-暗黃色-絳紅色-暗藍(lán)色-藍(lán)色-藍(lán)灰色-灰白色-紫黑色,,溫度也由200攝氏度左右上升到500攝氏度以上,這個(gè)顏色變化過(guò)程也就是切削過(guò)程中所消耗的功的絕大部分轉(zhuǎn)換成切削熱的過(guò)程,,同時(shí)也可以看作是刀具損耗(鋒利-鈍化-劇烈鈍化-報(bào)廢)過(guò)程(無(wú)積屑瘤時(shí))注意我們通常所說(shuō)的切削溫度是指平均溫度,。 切削顏色為藍(lán)或藍(lán)紫色時(shí)較為合理,如果銀白或黃色,,則未充分發(fā)揮效率,,如果藍(lán)灰則切削用量太大。使用高速鋼刀具,,則削為銀白和微黃為宜,,如果削藍(lán)則要減小轉(zhuǎn)速或進(jìn)給。 切屑顏色與切削溫度關(guān)系: 銀白色 —— 約<200℃以下 淡黃色 —— 約220℃ 深藍(lán)色 —— 約300℃ 淡灰色 —— 約400℃ 深紫黑色 —— 約>500℃ 靠顏色的變化來(lái)確定合理參數(shù)只是方法或者手段之一,。
+查看全文10 2020-01

熱處理工藝口訣 熱處理是重之重,,決定產(chǎn)品高質(zhì)量. 工藝方法應(yīng)優(yōu)化,,設(shè)備性能需掌握. 各段參數(shù)選正確,***可靠應(yīng)優(yōu)先. 加熱保溫和冷卻,,環(huán)環(huán)相扣不馬虎. 用鋼成分有變化,,影響相變要考慮. 利用計(jì)算調(diào)參數(shù),工藝可靠更適用. 鋼種類(lèi)別要分清,,合理選項(xiàng)更科學(xué). 加熱溫度頗重要,,保溫時(shí)間要充分. 高合金鋼要分段,緩慢加熱有保障. 過(guò)熱欠熱均不利,,恰好需要多斟酌. 保溫時(shí)間要考慮,,加熱條件和狀態(tài). 零件多少和壁厚,選擇計(jì)算抓重點(diǎn). 氧化脫碳要控制,,多種方法可選擇. 營(yíng)造無(wú)氧是關(guān)鍵,,***佳選擇是真空. 零件細(xì)長(zhǎng)垂直放,,薄壁更要防變形. 截面突變要注意,加熱冷卻要防護(hù). 冷卻大于臨界值,,獲馬氏體是根本. 冷卻掌握要得當(dāng),,恰當(dāng)止冷防開(kāi)裂. 確保硬度打基礎(chǔ),立即回火去應(yīng)力. 溫度調(diào)整達(dá)硬度,,鋼種不同回火變. 多次回火不可少,,穩(wěn)定尺寸保性能. 鋼有脆性需快冷,確保性能要記牢. 硬度性能有依據(jù),,定量關(guān)系可換算. 掌握科學(xué)編工藝,,腳踏實(shí)地多實(shí)踐. 積累經(jīng)驗(yàn)多總結(jié),實(shí)用快捷更可靠.
+查看全文06 2020-01

消失模鑄造技術(shù)是用泡沫塑料制作成與零件結(jié)構(gòu)和尺寸完全一樣的實(shí)型模具,,經(jīng)浸涂耐火粘結(jié)涂料,,烘干后進(jìn)行干砂造型,振動(dòng)緊實(shí),,然后澆入金屬液使模樣受熱氣化消失,,而得到與模樣形狀一致的金屬零件的鑄造方法。 1,、壓力消失模鑄造技術(shù) 壓力消失模鑄造技術(shù)是消失模鑄造技術(shù)與壓力凝固結(jié)晶技術(shù)相結(jié)合的鑄造新技術(shù),,它是在帶砂箱的壓力灌中,澆注金屬液使泡沫塑料氣化消失后,,迅速密封壓力灌,,并通入一定壓力的氣體,使金屬液在壓力下凝固結(jié)晶成型的鑄造方法,。這種鑄造技術(shù)的特點(diǎn)是能夠顯著減少鑄件中的縮孔,、縮松、氣孔等鑄造缺陷,,提高鑄件致密度,,改善鑄件力學(xué)性能。 2,、真空低壓消失模鑄造技術(shù) 真空低壓消失模鑄造技術(shù)是將負(fù)壓消失模鑄造方法和低壓反重力澆注方法復(fù)合而發(fā)展的一種新鑄造技術(shù),。真空低壓消失模鑄造技術(shù)的特點(diǎn)是:綜合了低壓鑄造與真空消失模鑄造的技術(shù)優(yōu)勢(shì),在可控的氣壓下完成充型過(guò)程,,大大提高了合金的鑄造充型能力,;與壓鑄相比,設(shè)備投資小,、鑄件成本低,、鑄件可熱處理強(qiáng)化;而與砂型鑄造相比,鑄件的精度高,、表面粗糙度小、生產(chǎn)率高,、性能好,;反重力作用下,直澆口成為補(bǔ)縮短通道,,澆注溫度的損失小,,液態(tài)合金在可控的壓力下進(jìn)行補(bǔ)縮凝固,合金鑄件的澆注系統(tǒng)簡(jiǎn)單有效,、成品率高,、組織致密;真空低壓消失模鑄造的澆注溫度低,,適合于多種有色合金,。 3、振動(dòng)消失模鑄造技術(shù) 振動(dòng)消失模鑄造技術(shù)是在消失模鑄造過(guò)程中施加一定頻率和振幅的振動(dòng),,使鑄件在振動(dòng)場(chǎng)的作用下凝固,,由于消失模鑄造凝固過(guò)程中對(duì)金屬溶液施加了一定時(shí)間振動(dòng),振動(dòng)力使液相與固相間產(chǎn)生相對(duì)運(yùn)動(dòng),,而使枝晶破碎,,增加液相內(nèi)結(jié)晶核心,使鑄件***終凝固組織細(xì)化,、補(bǔ)縮提高,,力學(xué)性能改善。該技術(shù)利用消失模鑄造中現(xiàn)成的緊實(shí)振動(dòng)臺(tái),,通過(guò)振動(dòng)電機(jī)產(chǎn)生的機(jī)械振動(dòng),,使金屬液在動(dòng)力激勵(lì)下生核,達(dá)到細(xì)化組織的目的,,是一種操作簡(jiǎn)便,、成本低廉、無(wú)環(huán)境污染的方法,。 4,、半固態(tài)消失模鑄造技術(shù) 半固態(tài)消失模鑄造技術(shù)是消失模鑄造技術(shù)與半固態(tài)技術(shù)相結(jié)合的新鑄造技術(shù),由于該工藝的特點(diǎn)在于控制液固相的相對(duì)比例,,也稱轉(zhuǎn)變控制半固態(tài)成形,。該技術(shù)可以提高鑄件致密度、減少偏析,、提高尺寸精度和鑄件性能,。 5、消失模殼型鑄造技術(shù) 消失模殼型鑄造技術(shù)是熔模鑄造技術(shù)與消失模鑄造結(jié)合起來(lái)的新型鑄造方法。該方法是將用發(fā)泡模具制作的與零件形狀一樣的泡沫塑料模樣表面涂上數(shù)層耐火材料,,待其硬化干燥后,,將其中的泡沫塑料模樣燃燒氣化消失而制成型殼,經(jīng)過(guò)焙燒,,然后進(jìn)行澆注,,而獲得較高尺寸精度鑄件的一種新型精密鑄造方法。它具有消失模鑄造中的模樣尺寸大,、精密度高的特點(diǎn),,又有熔模精密鑄造中結(jié)殼精度、強(qiáng)度等優(yōu)點(diǎn),。與普通熔模鑄造相比,,其特點(diǎn)是泡沫塑料模料成本低廉,模樣粘接組合方便,,氣化消失容易,,克服了熔模鑄造模料容易軟化而引起的熔模變形的問(wèn)題,可以生產(chǎn)較大尺寸的各種合金復(fù)雜鑄件 6,、消失模懸浮鑄造技術(shù) 消失模懸浮鑄造技術(shù)是消失模鑄造工藝與懸浮鑄造結(jié)合起來(lái)的一種新型實(shí)用鑄造技術(shù),。該技術(shù)工藝過(guò)程是金屬液澆入鑄型后,泡沫塑料模樣氣化,,夾雜在冒口模型的懸浮劑(或?qū)腋┓胖迷谀幽程囟ㄎ恢?,或?qū)腋┡cEPS一起制成泡沫模樣)與金屬液發(fā)生物化反應(yīng)從而提高鑄件整體(或部分)組織性能。
+查看全文03 2020-01