為鑄件“磨白”,,瞬間提高鑄件光潔度,!
發(fā)布時間: 2019-05-06 來源:洛陽順祥機械有限公司 點擊:1217
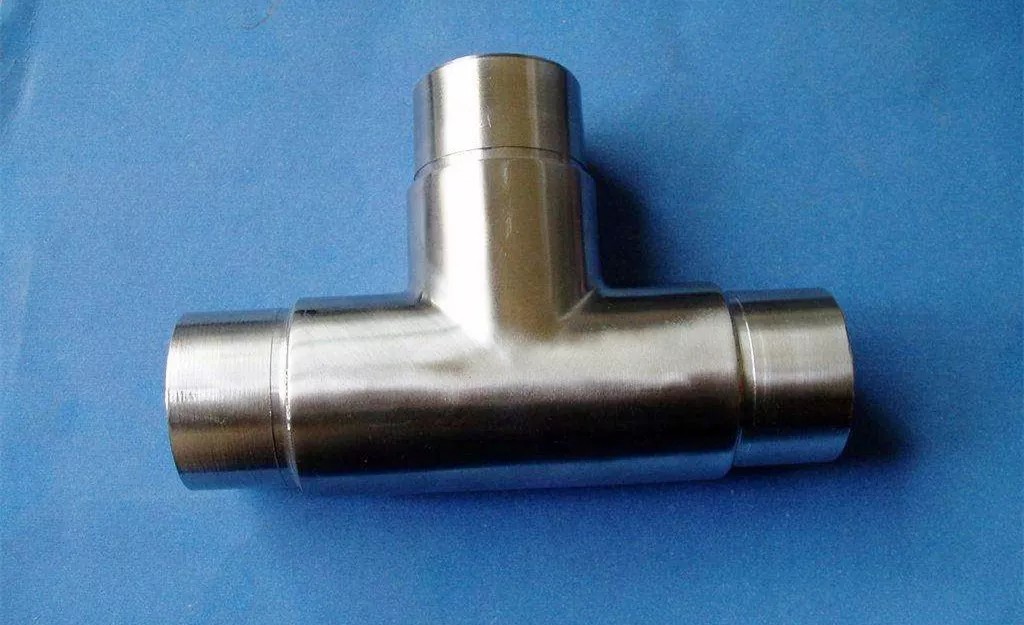
鑄件表面的光潔程度,,能間接反應(yīng)出鑄造工藝的成熟程度,,也能從某種程度上反映出鑄件質(zhì)量的好壞。大家都喜歡表面光潔度好的鑄件,,今天就來和大家探討一下怎樣可以提高鑄件的光潔度,!
影響鑄造表面光潔度常見原因 01 原材料 比如型砂的形狀,,分為圓形方形和三角形,差的是三角形,,縫隙特別大(如果是樹脂砂造型,,還會增加樹脂的加入量,當(dāng)然也會同時增加發(fā)氣量,,如果排氣不好就容易形成氣孔),,好的是圓形砂。如果是煤粉砂,,砂的配比(砂子的強度和濕度)對外觀的影響也很大,。 02 材質(zhì) 如果鑄件的化學(xué)成分配比失調(diào),比如錳低,,容易產(chǎn)生疏松,,表面材質(zhì)粗大。 03 澆鑄系統(tǒng) 如果澆鑄系統(tǒng)不合理,,也容易造成鑄件疏松,,嚴(yán)重的會發(fā)生鑄件澆不到的情況,做不成完整的鑄件,。憋渣系統(tǒng)不合理會使渣質(zhì)進入型腔產(chǎn)生渣眼,。 04 造渣 如果鐵水中的渣質(zhì)沒有清理干凈或者澆鑄時沒有擋住渣質(zhì),使渣跑到型腔里,,那必然會出現(xiàn)渣眼,。 05 人為 由于馬虎大意,合箱時砂子沒有清理干凈或者掉進砂子,,造型是砂子沒有橦實,,或是砂子配比不合理,砂子強度不夠,,鑄件就會產(chǎn)生砂眼,。 06 硫磷超標(biāo) 會使鑄件產(chǎn)生裂紋在生產(chǎn)或指導(dǎo)生產(chǎn)時,這都是必須要注意的事項,,才能保證鑄件的質(zhì)量,。 如何提高鑄件表面光潔度 01 噴砂法工藝 汽油(120#)洗刷壓縮空氣吹干→噴砂→壓縮空氣吹凈砂粒→裝掛→弱腐蝕→流動冷水沖洗→電鍍鋅或硬鉻,。 02 弱腐蝕工藝 w(硫酸)=5%~10%,,室溫,5~10s,。 當(dāng)工件因精度或表面光潔度特殊要求而不允許采取噴砂處理時,,只能采取浸蝕、洗刷的方法凈化表面,。 03 步驟 ①汽油洗刷(120#),。油多的工件或汽油用臟時洗后要用潔凈的120#汽油再洗刷一遍,。②壓縮空氣吹干。 ④石灰漿擦刷可以將工件表面晶格充分暴露,獲得結(jié)合力良好的鍍層,。⑤沖洗與揩擦,,去除表面粘附的石灰。 ⑦活化,。活化的目的是除去在擦刷,、裝掛等工序中形成的氧化膜,。配方與工藝條件:w(硫酸)=5%~10%,w(氫氟酸)=5%~7%,,室溫,5~10s,。 ⑧流水沖洗。⑨電鍍鋅或硬鉻,。 — E N D — 洛陽順祥機械設(shè)備有限公司 23年品質(zhì)鑄就成功 伊川廠區(qū):0379-69581002 洛陽運營:0379-69927723 網(wǎng)址:http://baojuhz.com 洛陽地址:河南省洛陽市洛龍區(qū)牡丹大道236號 廠區(qū)地址:河南省洛陽市伊川縣彭婆鎮(zhèn)朱村德龍社區(qū)產(chǎn)業(yè)園

③浸蝕,。w(鹽酸)=15%,w(氫氟酸)=5%,室溫,銹跡除凈為止,。若銹跡過多、氧化皮過厚則應(yīng)先用機械法刮去,。浸蝕時間不宜過長,,否則容易造成基體滲氫,而且使表面游離碳裸露過多,,導(dǎo)致局部或全部鍍不上鍍層,。
⑥裝掛,。鑄鐵件導(dǎo)電性差,,裝掛時應(yīng)接觸牢固,接觸點盡可能多設(shè)幾處,,工件與工件之間的間距與其它材質(zhì)電鍍件相比,,略大0.3倍為好。
- 下一篇:沒有了